Why foam performance matters more than ever
Over the past five years, plant-based drinks have continued to consolidate their position in global dairy alternative markets, while innovation has shifted toward more function specific usage occasions, particularly coffee and barista applications. Product development has increasingly focused on foam formation, micro foam texture, and compatibility with espresso-based beverages, alongside broader trends toward nutritional fortification and cleaner label positioning1,2.
At the same time, the plant-based category faces an ongoing challenge around nutritional equivalence with dairy, particularly concerning calcium and micronutrients. As a result, fortification has become a standard formulation strategy across regions, with added calcium appearing in a significant share of new plant-based drink launches, especially in Europe and Asia1.
Within this context, barista‑style plant‑based drinks increasingly aim to combine reliable foaming performance with nutritional fortification, raising questions about how formulation variables, including minerals, interact with foamability.
How foamability in different barista grades was evaluated
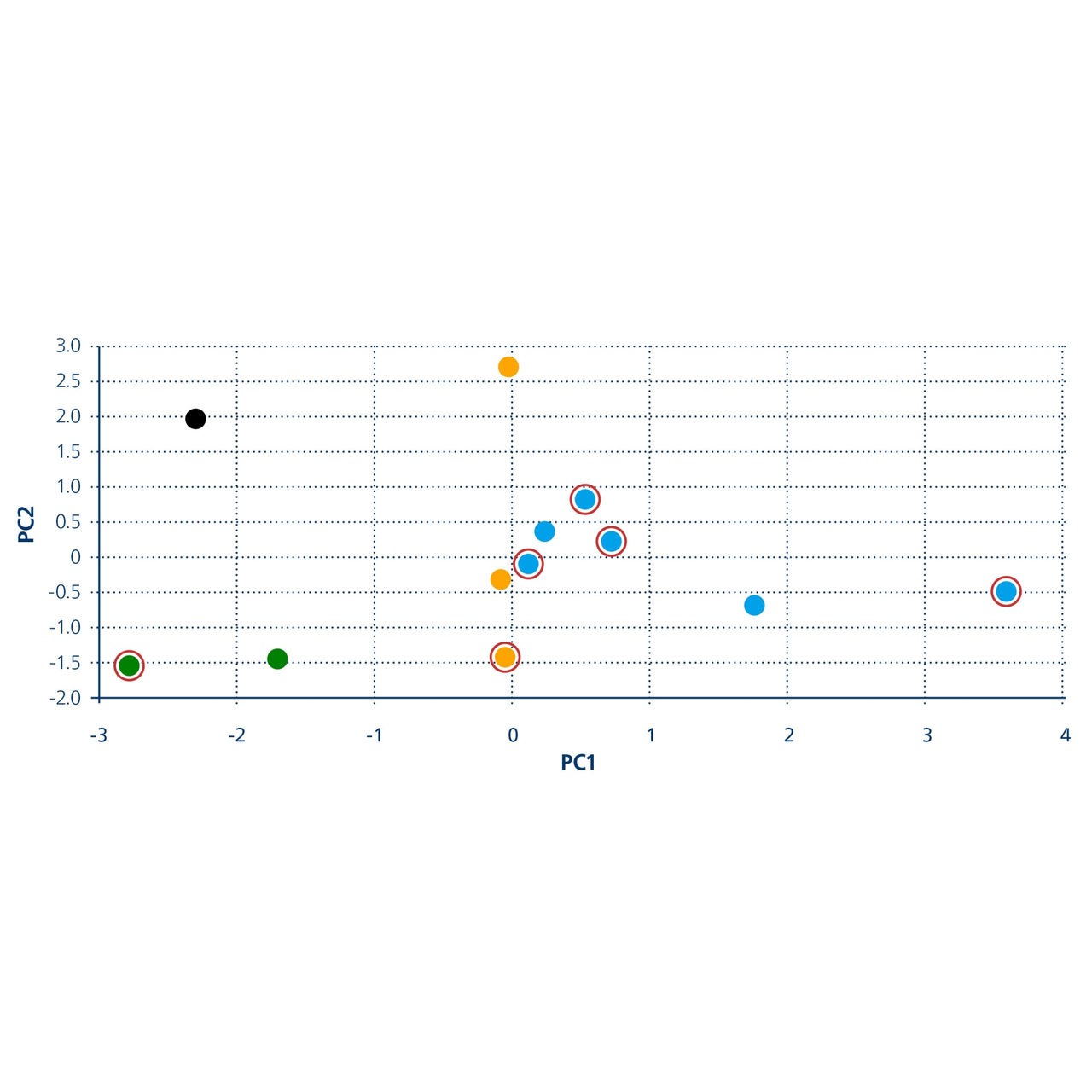
To better understand the drivers of foamability in barista‑style drinks, a comparative evaluation was conducted on 11 commercially available plant‑based barista drinks, covering almond‑, oat‑, and soy‑based formulations. Cow milk (3.5% fat) was included as a reference.
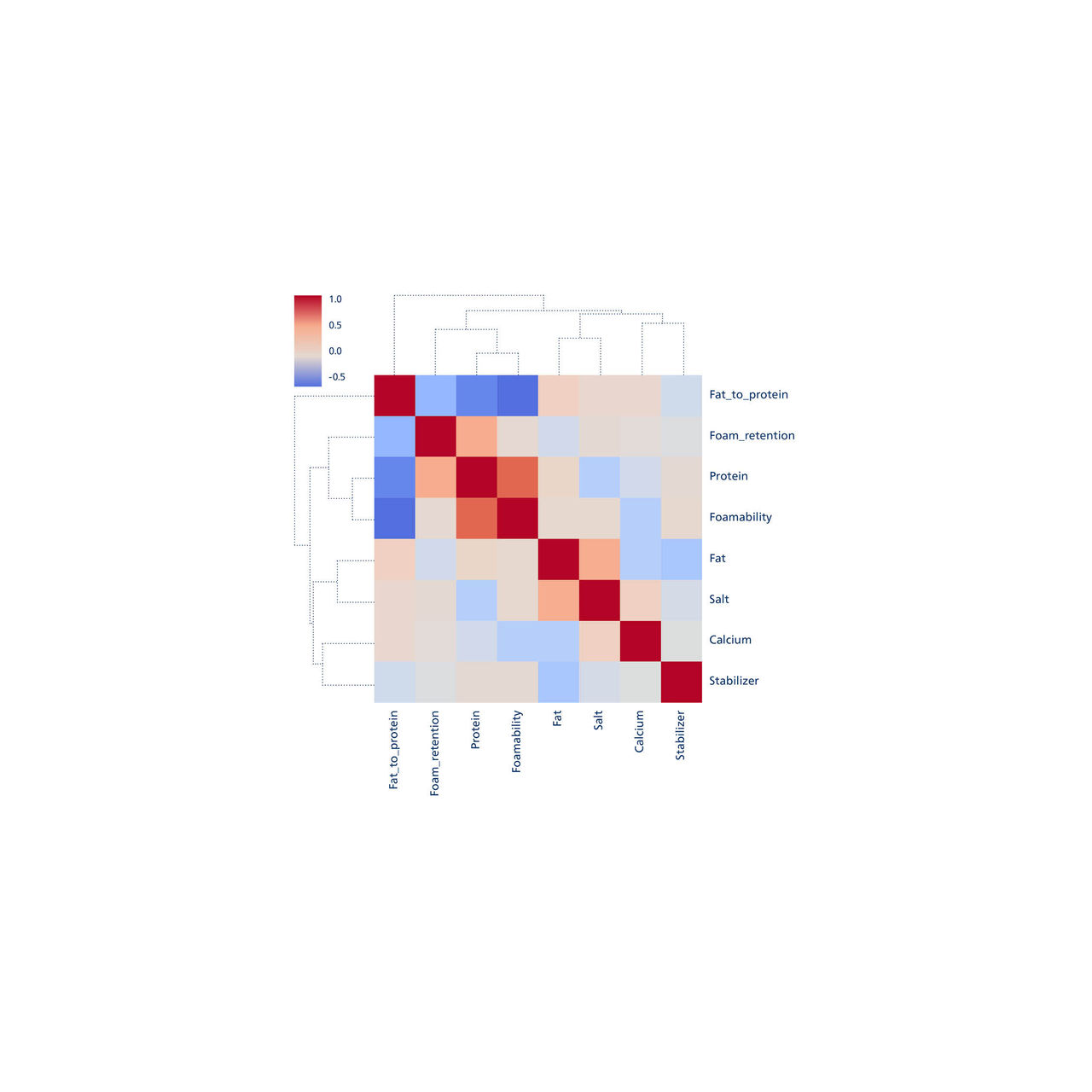
The study focused on the relationship between foamability, foam stability, and formulation variables including protein content, fat content, fat‑to‑protein ratio, and the presence or absence of calcium carbonate and stabilizers.
All drinks were stored at room temperature prior to testing. A pre‑trial confirmed no significant difference between chilled and ambient conditions. Each drink was shaken for five seconds in line with on‑pack recommendations.
Foam was prepared by frothing 150 mL of each drink to 60-65°C using a standard milk frother. Foam volume (overrun) and foam retention after five minutes were then measured using a graduated cylinder.
Overrun (%) = ((Vfoam - Vinitial) / Vinitial) × 100 Foam retained (%) = V(t) / Vfoam × 100